Technical methods of polycondensation. Polyesters Production of polyesters by polycondensation
polycondensation- this is a formation process that proceeds according to the substitution mechanism and is usually accompanied by the release of low molecular weight by-products. Therefore, the elemental composition of the polymer differs from the elemental composition of the starting materials.
Polycondensation is the most important method for the synthesis of polymers, widely used in the technology of plastics.
General regularities of the polycondensation reaction equilibrium and non-equilibrium
The starting compounds () containing two or more functional groups can enter into the polycondensation reaction. When these groups interact, a molecule of a low molecular weight compound is cleaved off, with the formation of a new group that binds the remnants of the reacting molecules. A typical example of such a reaction is polycondensation, which results in the formation polyamides:
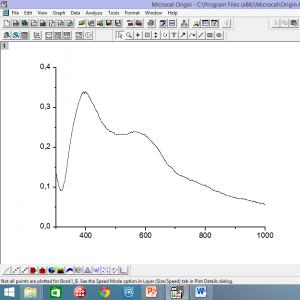
Polycondensation is step process.  Chain growth occurs as a result of the interaction of the monomer with each other, as well as with intermediate products: oligomeric or polymer molecules - or when oligomeric or polymer molecules interact with each other. In a polycondensation system, the monomers are consumed quite quickly after the start of the reaction, but the increase in polymer occurs during the entire process. This polycondensation differs sharply from chain polymerization. On the rice. one
a qualitative picture of the increase in molecular weight and changes in molecular weight distribution(MMP) in the process of polycondensation.
Chain growth occurs as a result of the interaction of the monomer with each other, as well as with intermediate products: oligomeric or polymer molecules - or when oligomeric or polymer molecules interact with each other. In a polycondensation system, the monomers are consumed quite quickly after the start of the reaction, but the increase in polymer occurs during the entire process. This polycondensation differs sharply from chain polymerization. On the rice. one
a qualitative picture of the increase in molecular weight and changes in molecular weight distribution(MMP) in the process of polycondensation.
The average number and mass average mass increase with the degree of completion of the reaction p in accordance with the equations:
Where m- molecular weight of the elementary unit of the polymer, R-changes.
Therefore, to obtain high-molecular polymers by polycondensation methods, it is necessary to carry out the reaction to high values of the degree of completion (p ->1).
Polydispersity coefficient is determined by the ratio of the weight average and number average molecular weights and in the case of the most probable MMR equals: 
With the degree of completion of the polycondensation reaction equal to 1, the polydispersity coefficient: 
A reaction in which identical molecules participate is called homopolycondensation . However, in most cases, polycondensation proceeds with the participation of heterogeneous molecules: Such reactions are called reactions heteropolycondensation . Distinguish between equilibrium and non-equilibrium polycondensation. For equilibrium polycondensation, the equilibrium constant Kr≤1000, for nonequilibrium polycondensation, the equilibrium constants Cr>1000 .
An example equilibrium polycondensation is education polyesters or polyamides when heating dicarboxylic acids with glycols or diamines. An example nonequilibrium polycondensation the reaction of formation of polyamides or polyesters during the polycondensation of dicarboxylic acid chlorides with diamines or bisphenols can serve.
Depending on the functionality of the initial monomers, i.e., on the number of reactive groups in the molecule, as well as on their nature, various products are formed during polycondensation.
At polycondensation of bifunctional compounds linear polymers are formed. In general, the reaction can be described by the equation:
If one or both of the starting compounds are tri- or more functional, then as a result of the reaction, polymers of a branched and network (three-dimensional) structure are formed: 
An important factor determining the formation of polycondensation of two heterogeneous is the ratio of functional groups. For example, if the reaction involves (n+1) mole of one monomer and n moles of another, the polycondensation reaction can be represented by the following scheme:
If the number of one monomer exceeds the number of moles of the other, or vice versa, then an excess of one of the monomers leads to a decrease in the molecular weight of the polymer. Degree of polymerization R of the resulting polymer is determined by this excess and can be calculated from the equation P = 100q, where q- excess of one of the monomers, % (mol.).
This dependence of molecular weight on the excess of monomers is called rules of non-equivalence of functional groups.
Monofunctional compounds do not form polymers, but using them, one can control the molecular weight of polymers obtained by polycondensation. The presence of monofunctional compounds is an extremely important factor determining the molecular weight of the resulting polymer. In this case, the rule of non-equivalence of functional groups also applies.
A monofunctional compound, reacting with one of the functional groups involved in polycondensation, blocks this group and limits the growth of the polymer chain. The polycondensation reaction is converted after the exhaustion of all functional groups capable of interacting with a monofunctional compound. At the same time, functional groups of a different type remain in the system in excess, equivalent to the amount of the introduced monofunctional compound, as can be seen from the equation:
The degree of polymerization of the resulting polymer is determined by the amount of monofunctional compound taken into the reaction and can be calculated from the above equation.
A necessary condition for ensuring achievement of a high molecular weight of the polymer in equilibrium polycondensation reactions, is the complete removal of the low molecular weight by-product. In these cases, the molecular weight of the polymer is determined by the balance between the bonds formed in the polymer macromolecule, the low molecular weight product released during polycondensation, and the free functional groups of the monomer (or comonomers). Therefore, shifting the equilibrium by removing a low molecular weight product favors the production of a polymer with a higher molecular weight, as can be seen from the equation:
The reaction conditions and the presence of catalysts also have a significant effect on the molecular weight of the resulting polymer.
In the absence of acid catalysts, in the synthesis of polyesters by the reaction of dibasic carboxylic acids with diols, one of the acid molecules acts as a catalyst and the process rate is described by the equation v=k[A] 2 [B] , where [A]- concentration of dibasic acid; [V]- diol concentration; k is the reaction rate constant.
At equimolar amounts of initial reagents, i.e. at [A] = [B] , the polyesterification rate is:
v \u003d k [A] 3 \u003d k [BP] 3
From the differential velocity equation: 
integration we get: 
where [A] 0- initial concentration of dibasic acid; R-degree of completion; τ - reaction time; WITH- constant.
1/(1-p)2 from τ . With an increase in temperature, the molecular weight of the polymer increases due to an increase in the reaction rate constant in accordance with the equation: where WITH- constant.
However, a significant increase in temperature leads to unwanted side processes- destruction of functional groups, destruction and structuring of the polymer. When low molecular weight acids are added to the system as catalysts, the rate of polycondensation is described by the equation
v = k [A] [B]
and at [A] = [B]
v=k[A] 2 = k[B] 2
Differential equation for the rate of polymer consumption: 
After integration gives: 
Where does the linear relationship come from? 1/1-r from τ . For such polycondensation processes proceeding as second-order reactions, the average degree of polymerization is proportional to the initial concentration of the starting materials and the reaction time:
In the general case, during polycondensation, the number average degree of polymerization R defined as the ratio of the number of parent molecules [A] 0 to the number of unreacted molecules [A] τ :
[A] τ \u003d [A] 0 (1-p)
where (1-p)- the proportion of unreacted molecules, i.e.:
Thus, if p = 0.9, then the number average degree of polymerization: 
Typical polycondensation polymers are shown in table. one.
Polycondensation Methods
Currently known 4 main ways of carrying out polycondensation processes:
- in the melt;
- in solution;
- interfacial polycondensation;
- polycondensation in the solid phase.
Melt polycondensation is currently the most common method widely used in industry for the production of a number of polymers (polyesters, polyamides, etc.). This method is used in cases where the starting materials and the synthesized polymer are stable at the melting point and can withstand prolonged heating in the molten state without decomposition. Therefore, melt polycondensation is used to obtain polymers with relatively low melting point(up to 300 °C). The advantages of the melt polycondensation process are the high quality of the polymer and the absence of the need to remove the solvent from the polymer and regenerate it.
The technology of the process is relatively simple. The starting monomers are mixed and heated in a reaction apparatus for several hours at a temperature above the melting point of the synthesized polymer. To reduce the likelihood of side reactions, such as oxidation, the process is usually carried out in an inert gas (nitrogen) environment. The polycondensation is completed in a vacuum for a more complete distillation of the low molecular weight product.
The melt reaction is most often used to carry out equilibrium polycondensation. Sometimes nonequilibrium processes can also be carried out in the melt. However, non-equilibrium processes are accompanied by significant heat release occurring in a relatively short time, which is explained by rather high process rates and high concentrations of the initial substances. Therefore, to reduce heat release and facilitate process control, the initial monomers are introduced into the reaction system not immediately, but gradually.
Solution polycondensation allows the reaction to be carried out at a lower temperature, so this method is used in cases where the starting components and the polymer are unstable at the melting point.
The reaction is usually carried out in solvents in which both the starting materials and the resulting polymer are soluble. You can use a solvent in which only the starting materials dissolve well, while the polymer is poorly soluble or completely insoluble. However, the molecular weight of the resulting polymer is usually low.
The reaction in the solution during heating proceeds at a fairly high rate and can be brought to deep degrees of conversion, since in the presence of a solvent the viscosity of the system decreases, the removal of the released heat improves, and milder reaction conditions are provided.
Polycondensation proceeds most profoundly in those solvents in which the released low molecular weight product is poorly soluble and easily removed by distillation, especially if it forms an azeotropic mixture.
The low molecular weight product can also be removed from the reaction sphere by forming a chemical compound with a solvent or by adding substances that bind the low molecular weight product. This method is usually used in the polycondensation of dicarboxylic acid chlorides with diamines or dihydric phenols in the synthesis of polyamides and polyesters. The liberated hydrogen chloride is bound with bases, for example, tertiary amines.
Solution polycondensation has some technological advantages over other polycondensation methods. It is carried out in milder temperature conditions, allows to exclude local overheating due to more intense heat transfer, does not require the use of vacuum and inert gas, and, consequently, complex equipment. However, the synthesis of polymers by this method is associated with the need for such operations as the preparation of monomer solutions, solvent regeneration, washing of the polymer, its filtration, drying, etc.
The method of polycondensation at the interface between two immiscible liquid phases is called interfacial polycondensation. In some cases, this method is used for the industrial production of polymers, such as polyamides and polyesters.
During interfacial polycondensation, the starting monomers are dissolved separately in two immiscible liquids. Usually one of them is water, the other is a water-immiscible solvent inert to the monomers.
In the synthesis of polyamides and polyesters, an aqueous solution of diamine or dihydric phenol is used (to which alkali is added to bind the released hydrogen chloride) and a solution of dicarboxylic acid chloride in a hydrocarbon. A polymer is formed at the interface between the water and hydrocarbon phases. Stirring is used to speed up the process. The resulting polymer is filtered off, washed and dried.
Interfacial polycondensation has a number of advantages, which include high process rates at low temperatures and atmospheric pressure, as well as the possibility of obtaining high-melting polymers. However, the application of this method is limited by the need to use highly reactive monomers and large volumes of reactant solutions, since quite dilute solutions are used in interfacial polycondensation.
Polycondensation processes occurring exclusively in the solid phase are not used in industry. Typically, processes are used first stage flows in solution or melt, and last stage- in the solid phase. An example of such a process is three-dimensional polycondensation, which is currently widely used in industry to obtain a number of polymers (phenolaldehyde, etc.).
Bibliography:
Kuznetsov EV, Prokhorova IP Album of technological schemes for the production of polymers and plastics based on them. Ed. 2nd. M., Chemistry, 1975. 74 p.
Knop A., Sheib V. Phenolic resins and materials based on them. M., Chemistry, 1983. 279 p.
Bachman A., Muller K. Phenoplasts. M., Chemistry, 1978. 288 p.
Nikolaev A.F. Technology of plastics, L., Chemistry, 1977. 366 p.
The invention relates to a method for producing polyester by the method of polycondensation of polyfunctional organic compounds of natural origin with adipic or sebacic acid and to the disposal of waste from the wood chemical industry. The resulting polymer can be used as a binder in the production of fibreboard or chipboard. The technical task is to simplify the technology for producing polyester, to reduce the melting point of the resulting polymer and to maintain the strength of composite materials based on this polyester. A method for producing polyester by polycondensation between suberic acids (SA), adipic (AA) or sebacic (SebK) acid and a diamine selected from p-phenylenediamine (p-PD), o-phenylenediamine (o-PD) and hexamethylenediamine (HMDA) at mass ratio of SK: (AA or SebK): (p-PD, or o-PD, or HMDA) = 10: (2-4): (3.1-6.2), and the process is carried out at a temperature of 150-220 °C for 1.5-2.5 hours. 1 z.p. f-ly, 2 tab.
The invention relates to the field of polymer chemistry and waste disposal of the wood chemical industry, and in particular to a method for producing polyester by polycondensation of polyfunctional organic compounds of natural origin with adipic or sebacic acid. The resulting polymer can be used as a binder in the production of fibreboard or chipboard.
Suberic acids are a mixture of aliphatic C 18 -C 32 mono- and dicarboxylic saturated and unsaturated hydroxy and epoxy acids. The presence of all these functional groups makes it possible to use them as monomers in the preparation of high-molecular compounds by the polycondensation method.
| Table 1 Composition of suberic acids |
|
| Acid | % by mass |
| Octadecan-9-ene-1,18-dioic | 2,1-3,9 |
| Octadecan-1,18-dioic | 0,5-1,5 |
| 18-Hydroxyoctadec-9-ene | 6,0-17,1 |
| 9,16- and 10,16-Dihydroxyhexadecanoic | 2,3-6,2 |
| 9,10-Epoxy-18-hydroxyoctadecanoic | 29,2-43,2 |
| 20-Hydroxyeicosanoic | 2,3-4,4 |
| 9,10,18 - Trihydroxyoctadecanoic | 6,3-11,4 |
| Docosan-1,22-dioic | 3,6-7,4 |
| 22-Hydroxydocosanoic | 11,7-17,4 |
| Other | 9,5-14,7 |
Table 1 shows the acids with the highest content in birch bark (Kislitsyn A.N. Extractive substances of birch bark: isolation, composition, properties, application. Chemistry of wood. - 1994. - No. 3. - C.11).
In the prior art, studies are known in the field of obtaining polymers based on suberic acids, namely: varnish resins obtained by the condensation of betulino-suberic mixtures with phthalic anhydride (Povarnin I.G. Alcohol furniture varnishes of domestic wood chemical raw materials. - M., 1949, p. .78-80).
A significant disadvantage of this method is that it requires a lot of time and energy (the duration of the condensation process is 16 hours at a temperature of 170°C), which in turn makes this method of obtaining a polymer economically unprofitable. An additional disadvantage of these polymers is that such resins exhibit poor adhesive properties after cold drying and are very brittle after hot drying.
Polyurethanes obtained on the basis of suberic acids are also known (Cordeiro N., Belgacem MN, Candini A., Pascoal Neto C., Urethanes and polyurethanes from suberin: 1.Kinetic study// Industrial Crops and Products, Vol.6, Iss.2 - 1997. - P.163-167).
The disadvantage of such polymers is that they are highly elastic and their processing is possible only through solutions, which sharply reduces their scope as binders.
Also known are resins prepared on the basis of suberic acids esterified with betulin (Povarnin I.G. Alcohol furniture varnishes from domestic wood-chemical raw materials. M., All-Union cooperative publishing house, 1949, p. 71-73). Such resins dissolve well in a number of organic solvents, such as turpentine, benzene, alcohol benzene, acetates, ethyl methyl ketone, and have good adhesion to glass and metal. However, a significant disadvantage of these resins is poor adhesion to wood, which excludes the possibility of their use in the production of fiberboard and chipboard.
The closest analogue to the claimed invention is a method for producing polyester by polycondensation of betulin with dicarboxylic acid in an inert medium (nitrogen) with constant stirring in the temperature range of 256-260°C and a process duration of 22-24 hours (RF patent No. 2167892, IPC C 08 G 63/197, published in Bulletin No. 15, May 27, 2001; Orlova T.V., Nemilov V.E., Tsarev G.I., Voitova N.V. Method for producing polyester). The melting temperature of these polyesters is 200-230°C. Wood fiber composites based on these polyesters have a tensile strength of 65-77 MPa.
The disadvantage of this method of obtaining a binder is that it is quite energy intensive, since the temperature of the condensation process is 256-260°C and the duration, respectively, 22-24 hours.
The technical result of the present invention is to simplify the technology for producing polyester by reducing the temperature of polycondensation and reducing the duration of the process while reducing the melting temperature of the resulting polymer, as well as while maintaining the strength of composite materials based on this polyester.
This goal is achieved by the fact that in the claimed method of obtaining polyester, which consists in the polycondensation of polyfunctional organic compounds of natural origin with adipic acid or sebacic acid at elevated temperature in an inert medium (nitrogen), the polycondensation process is carried out between: suberic acids (SA), adipic acid (AA ), n-phenylenediamine (n-PD), sebacic acid (SebK), o-phenylenediamine (o-PD), hexamethylenediamine (HDA) at a mass ratio of SC: AA or SebK: n-PD, or o-PD, or GDA - 10:(2÷4):(3.1÷6.2), and the process is carried out at a temperature of 150-220°C and the duration of the process is 1.5-2.5 hours.
The essential differences of the claimed invention is the use of dicarboxylic acid and diamine in a certain ratio with suberic acids, which are adipic acid or sebacic acid and n-phenylenediamine, or o-phenylenediamine, or hexamethylenediamine. The choice of adipic acid and sebacic acid is due to the fact that they are able to condense into a linear macromolecule and thereby prevent the formation of a spatial network during the polycondensation of suberic acids, and n-phenylenediamine, o-phenylenediamine, and hexamethylenediamine were chosen to control the melting temperature and rigidity of the polymer chain.
According to the claimed technical solution, the polycondensation of monomers occurs due to the interaction of reactive groups of suberic acids, such as carboxyl, hydroxyl and epoxy groups with each other and with amino groups of n-phenylenediamine (o-phenylenediamine or hexamethylenediamine) and carboxyl groups of adipic acid (sebacic acid), these interactions can be represented by the following reactions.
From the reactions presented above, it is clearly seen that ether bonds (reaction 2), ester bonds (reaction 1), amide bonds (reaction 4), and amine bonds (reaction 5) are formed in the structure of the resulting polymer.
In this way, new polyesteramides, copolymers of suberic acids, adipic acid (or sebacic acid) and p-phenylenediamine (or o-phenylenediamine, or hexamethylenediamine), are obtained, having a branched structure and a degree of conversion up to 0.99.


The inventive method is implemented as follows.
Example 1. Suberic acids, adipic acid and n-phenylenediamine are loaded into the reactor in the ratio of SC:AA:PPD equal to 10:2:3.1, nitrogen is supplied, after which the reactor is heated to 150°C, and the polycondensation reaction is carried out for 1.5 hours with stirring, after the end of the process, the resulting polymer is unloaded.
Table 2 shows the parameters and indicators of the process and characteristics of the finished product.
The advantage of the invention compared with the prototype is that the process of polycondensation of suberic acids with bifunctional substances such as adipic, sebacic acids, n-phenylenediamine, o-phenylenediamine and hexamethylenediamine is carried out at a lower temperature (up to 220°C) and duration process 1.5-2.5 hours, which greatly simplifies the technology of the polymer synthesis process. An additional advantage is that the melting temperature of the obtained polyesteramides is lower than that of the prototype, and is 133-149°C.
The resulting polyesters with conversion rates of 0.80-0.99 and a melting point of 133-149°C are taken in a ratio of 20:80 with wood fiber, pressed at t - 200°C and a pressure of 6 MPa for 1 min / mm of thickness . Finished products (wood fiber boards) have a strength of 77-83 MPa, which is 1.5-2 times higher than the GOST indicator for industrially produced analogues. The strength was evaluated according to the method of GOST 11262-80.
From the experimental data shown in table 2, it can be seen that in comparison with the prototype according to the claimed method, a polyester with a melting point of 133-149 ° C was obtained, which makes it possible to use it as a binder in the technology of polymer composite materials. The materials obtained in this way have high strength properties that are not inferior to the prototype.
Table 2 shows that with an increase in the temperature of the polycondensation process (examples No. 1-3), the degree of conversion of the obtained polyester increases, and the strength of the fiberboards also increases.
With an increase in the duration of the process (examples No. 2, 4, 5) there is also an increase in the degree of transformation and the melting temperature of the obtained polyesters, while the strength of the plates lies in the range corresponding to the strength of the plates obtained according to the prototype.
Changing the ratio of components (examples No. 1, 7, 12) in the entire range of the claimed temperatures and duration of the process allows you to get a plate with a strength equal to the strength of the plates corresponding to the prototype.
| table 2 Parameters of the polycondensation process and characteristics of the resulting polymers |
||||||
| №/№ | The ratio of components, wt.% | Temperature, | Process duration, h | Degree of conversion | Melting point, °С | Plate strength, MPa |
| Suberic acids: adipic acid: n-phenylenediamine | ||||||
| 1 | 10:2:3,1 | 150 | 1,5 | 0,85 | 139 | 77 |
| 2 | 10:2:3,1 | 180 | 1,5 | 0,87 | 142 | 78 |
| 3 | 10:2:3,1 | 220 | 1,5 | 0,88 | 143 | 79 |
| 4 | 10:2:3,1 | 180 | 2 | 0,90 | 146 | 79 |
| 5 | 10:2:3,1 | 180 | 2,5 | 0,95 | 148 | 83 |
| 6 | 10:3:4,6 | 150 | 1,5 | 0,83 | 138 | 77 |
| 7 | 10:3:4,6 | 180 | 1,5 | 0,88 | 143 | 78 |
| 8 | 10:3:4,6 | 220 | 1,5 | 0,94 | 148 | 83 |
| 9 | 10:3:4,6 | 150 | 2 | 0,86 | 140 | 78 |
| 10 | 10:3:4,6 | 150 | 2,5 | 0,93 | 147 | 83 |
| 11 | 10:4:6,2 | 150 | 1,5 | 0,80 | 137 | 77 |
| 12 | 10:4:6,2 | 180 | 1,5 | 0,89 | 145 | 79 |
| 13 | 10:4:6,2 | 220 | 1,5 | 0,95 | 149 | 79 |
| 14 | 10:4:6,2 | 150 | 2 | 0,86 | 140 | 78 |
| 15 | 10:4:6,2 | 150 | 2,5 | 0,97 | 149 | 78 |
| Suberic acids: adipic acid: o-phenylenediamine | ||||||
| 16 | 10:3,8:6,0 | 200 | 2,3 | 0,98 | 146 | 78 |
| Suberic acids: sebacic acid: n-phenylenediamine | ||||||
| 17 | 10:3,4:6,1 | 215 | 2,5 | 0,98 | 146 | 77 |
| Suberic acids: sebacic acid: o-phenylenediamine | ||||||
| 18 | 10:3,1:6,1 | 210 | 2,4 | 0,99 | 144 | 78 |
| Suberic acids: adipic acid: hexamethylenediamine | ||||||
| 19 | 10:3,9:6,0 | 220 | 2,5 | 0,98 | 136 | 77 |
| Suberic acids: sebacic acid: hexamethylenediamine | ||||||
| 20 | 10:3,8:6,0 | 215 | 2,5 | 0,99 | 133 | 77 |
| Prototype (Betulin: sebacic acid) | ||||||
| 21 | 1:1,034 | 260 | 23 | 0,996 | 200 | 65-77 |
Replacing adipic acid with sebacic acid in polyester (example No. 18) also makes it possible to obtain plates with a strength that is not inferior to the prototype. Replacing n-phenylenediamine with o-phenylenediamine (example No. 17, 19) or hexamethylenediamine (example No. 20, 21) in the case of using sebacic or adipic acid also makes it possible to obtain plates with a strength corresponding to the strength of the plates according to the prototype.
It should also be noted that in all cases, the degree of conversion of polyesters according to the proposed method is lower than that of the prototype, but the strength of the resulting plates is equal to the strength of the plates according to the prototype. The melting temperature of the obtained polyesters according to the claimed method, regardless of the ratio of components and component composition, is less than that of the prototype, which makes the process of obtaining fiberboards more economical.
1. A method for producing polyester, which consists in the polycondensation of polyfunctional organic compounds of natural origin with adipic acid or sebacic acid at elevated temperature in an inert environment, characterized in that the polycondensation process is carried out between suberic acids, adipic acid or sebacic and n-phenylenediamine, or o-phenylenediamine , or hexamethylenediamine at a mass ratio of suberic acids: adipic or sebacic acid: p-phenylenediamine, or o-phenylenediamine, or hexamethylenediamine - 10: (2 ÷ 4): (3.1 ÷ 6.2) at a temperature of 150-220 ° C .
2. The method according to claim 1, characterized in that the duration of the polycondensation process is 1.5-2.5 hours.
Similar patents:
The invention relates to a method for producing various biodegradable aliphatic and aliphatic-aromatic polyesters from one or more aliphatic dicarboxylic acids or esters of these acids and one or more aliphatic diols or a mixture of various aliphatic and aromatic dicarboxylic acids and aliphatic diols
The present invention relates to a biodegradable blended aliphatic-aromatic polyester suitable for extrusion coating, containing units formed from at least a dicarboxylic acid and at least a diol, with long chain branches, and essentially free of gel, characterized by shear viscosity from 800 to 1600 Pa*s, thermal stability constant less than 1.5*10-4, melt strength from 2 to 4.5 g and elongation at break more than 30. Biodegradable polyester can be obtained by reactive extrusion method, from linear a polyester precursor containing units formed by dicarboxylic acid and diol, and having a melt flow index from 5 g/10 min to 30 g/10 min and a terminal unsaturation content from 0.1 to 1% mol/mol. The method is carried out with the addition of peroxides, epoxides and carbodiimides. Also objects of the invention are a layered product consisting of at least a base and at least a first layer consisting of a polyester in accordance with the invention, a stretch film, multilayer films and a composition suitable for extrusion coating, consisting of a biodegradable blended aliphatic -aromatic ester and lactic acid polymer. EFFECT: obtaining biodegradable polyesters having physicochemical characteristics that make it possible to obtain thin films with high melt stability and high transparency. 8 n. and 13 z.p. f-ly, 7 ill., 4 pr.
The present invention relates to polyurethane foams obtained from polyester polyols obtained by the reaction of diols with a mixture of diacid acids produced from a mixture of dinitrile compounds obtained as by-products in the production of adiponitrile by hydrocyanation of butadiene. The polyurethane foam is obtained by the reaction of: a) a polyisocyanate and b) a polyester polyol, which is obtained by polymerization of a mixture of polyol monomers and monomeric dibasic acids, said monomeric dibasic acids being composed of at least one mixture M of dibasic acids having the following weight composition: methylglutaric acid (MGA): 80-95% ethyl succinic acid (ESA): 0-10% adipic acid (AA): 5-15%, where the dibasic acids of the mixture M may be wholly or partly in the anhydride form, and where the reaction is carried out in the presence of a foaming or blowing agent and catalyst. EFFECT: polyurethane foams according to the invention have an increased level of physical properties, comparable with the properties of polyurethane foams used, in particular, in the shoe industry.
The present invention relates to a food or beverage container containing a polyethylene terephthalate polymer. Described is a food or beverage container containing a polyethylene terephthalate polymer, where said polymer contains a terephthalate component and a diol component, where the terephthalate component is selected from terephthalic acid, dimethyl terephthalate, isophthalic acid, and combinations thereof, and the diol component is selected from ethylene glycol, cyclohexanedimethanol, and combinations thereof, moreover, both components - terephthalate and diol, are partially or completely obtained from at least one material based on bio-raw materials. EFFECT: obtaining a container for foodstuffs or drinks containing polyethylene terephthalate produced from renewable resources, which has the same properties as polyethylene terephthalate obtained from oil. 1 n. and 13 z.p. f-ly, 1 ill., 1 tab., 1 pr.
The present invention relates to the preparation and use of polyester polyols. Described is a process for the production of polyester polyols, in which: in step a) at least one carboxylic acid anhydride (A) selected from the group consisting of phthalic anhydride, trimellitic acid anhydride and pyromellitic acid anhydride, and diethylene glycol (B) are mixed, and subjected to their interaction, and the molar ratio of components (B) to (A) is in the range from 1.5:1.0 to 0.7:1.0, and the total content of components (A) and (B) per mass of all components of the mixture is in the range from 66 to 90 wt.%, and in stage b) diethylene glycol (B) is added to the polyester polyol from stage a), and the polyester polyol from stage a) has a higher molecular weight than the polyester polyol from stage b), the polyester polyol from step a) has a molecular weight between 1400 and 430 g/mol and a hydroxyl number between 80 and 260 mg KOH/kg, the polyester polyol from step b) has a molecular weight between 750 and 350 g/ mole and hydroxyl number lo in the range between 150 and 320 mg KOH/kg, and in step a) add at least one other glycol (C) with 2-4 carbon atoms with the exception of diethylene glycol and at least one aliphatic dicarboxylic acid ( D) with 5-12 carbon atoms, and the amount of components (C) and (D) in step a) is chosen such that the amount of components (A), (B), (C) and (D) in the mixture is 100 wt. %. Also described is a method for producing polyurethane foam (PUR) or polyisocyanurate foam (PIR) foams, including the steps: a) interaction of a polyester polyol obtained by the above method with b) a polyisocyanate-containing component, c) a blowing agent, d) one or more catalysts, e) when necessary, with flame retardant and/or other excipients and additives. Describes the use of polyurethane foams (PUR) or foam polyisocyanurates (PIR), obtained by the above method, to obtain metal-containing layered composite elements. A metal-containing layered composite element is described, including a metal layer and a layer containing PUR or PIR foam, obtained by the above method. EFFECT: reduction in the amount of dioxane formed in relation to the amount of diethylene glycol used in the production of polyester polyols. 4 n. and 5 z.p. f-ly, 5 tab., 18 pr.
A method for producing a polymer is proposed, including the interaction of 1,6-hexanediol with dicarboxylic acids or diisocyanates in the presence of at least one catalyst, and 1,6-hexanediol is used as 1,6-hexanediol, which, after its preparation by hydrogenation, is subjected to at least single distillation, in which the molar ratio of oxygen to 1,6-hexanediol is less than 1:100, and which in the distillation process contains ≤5 ppm of catalytically active components and less than 500 ppm of aldehyde. EFFECT: obtaining polymers having a color index of less than 150 APHA haze units. 7 w.p. f-ly, 6 pr.
The present invention relates to polyesters. Described is a polyester AB containing fragments derived from di- or polyfunctional organic acid compounds A, and fragments derived from di- or polyfunctional organic hydroxy compounds B, where compounds A include a proportion of substance a1 in an amount from a11 to a12 for at least one acid compound A1 and the proportion of substance a2 in the amount of from a21 to a22 for at least one acidic compound A2, and where the compounds B include the proportion of substance b1 in the amount of b11 to b12 for at least one hydroxy-functional compound B1 and the proportion of substance b2 in the amount from b21 to b22 for at least one hydroxy-functional compound B2, where at least one of each of the fragments of compounds A1, A2, B1 and B2 is present, and at the same time there are at least two compounds corresponding to A2, or at least at least two compounds corresponding to B2, where acidic compounds A1 and A2 and hydroxy functional compounds B1 and B2 are defined as follows: the group A1 of acid compounds includes organic diacid compounds having two acid groups per molecule and organic polyacid compounds having three or more acid groups per molecule, which are selected from the group consisting of isophthalic acid, trimellitic anhydride, hexahydrophthalic anhydride, cyclohexane-1,4-dicarboxylic acid and tetrahydrophthalic acid, and the A2 group of acid compounds includes organic diacid compounds which have two acid groups per molecule and organic polyacid compounds which have three or more acid groups per molecule, which are selected from the group consisting of adipic acid, dimeric fatty acids and sebacic acid, where the acid groups are carboxyl groups -COOH, and where two adjacent acid groups, i.e. those acid groups that are bonded to carbon atoms directly bonded to each other , may be partially or completely substituted by the corresponding acid anhydride group, and the B1 group of hydroxy functional compounds includes organic dihydroxy compounds having two hydroxyl groups per molecule and organic polyhydroxy compounds having three or more hydroxyl groups per molecule, which are selected from the group consisting of trimethylolpropane, 1 ,2-bishydroxymethylcyclohexane and 1,2-dihydroxypropane, and the B2 group of hydroxy functional compounds includes organic dihydroxy compounds that have two hydroxyl groups per molecule and organic polyhydroxy compounds that have three or more hydroxyl groups per molecule, which are selected from the group consisting of 1,4-butanediol, 1,6-hexanediol, 2,2'-dihydroxydiethyl ether and 1,2-bis(2-hydroxypropoxy)propane. Also described is a method of using the above polyester for coatings. EFFECT: obtaining a polyester characterized by good elasticity, toughness and adhesion, as well as sufficient hardness with respect to abrasion and indentation. 2 n. and 12 z.p. f-ly, 2 tables, 22 pr.
The invention relates to a method for producing polyester by the method of polycondensation of polyfunctional organic compounds of natural origin with adipic or sebacic acid and to the disposal of waste from the wood chemical industry
The choice of a method for carrying out polycondensation is determined by the physicochemical properties of the initial substances and the resulting polymers, technological requirements, tasks that are set during the process, etc.
By temperature polycondensation methods are divided into high temperature(not lower than 200С) and low temperature(0-50С), according to the state of aggregation of the reaction system or phase state- for polycondensation in mass(melt), solid phase, solution, emulsions(suspensions), two-phase system(interfacial polycondensation - for example, at the interface of the organic phase with dichloride and water with diamine, a polyamide film is obtained).
Polycondensation in the melt and solid phase occurs at high temperatures; emulsion polycondensation and interfacial polycondensation - at low temperatures; polycondensation in solution - at high and low temperatures.
Low temperature polycondensation is predominantly nonequilibrium, high temperature - mainly equilibrium.
Melt polycondensation, the method of conducting polycondensation (usually equilibrium) in the absence of a solvent or diluent; the resulting polymer is in a molten state. The starting materials (and sometimes the catalyst) are heated at a temperature 10-20°C higher than the melting (softening) temperature of the resulting polymer (usually at 200-400°C). To avoid the oxidation of monomers and thermal-oxidative degradation of the polymer, the process is first carried out in an atmosphere of an inert gas (often dried), and finished in a vacuum to more completely remove low-molecular reaction products and shift the equilibrium towards the formation of a high-molecular polymer.
Advantages of the method: the possibility of using low-reactive monomers, the comparative simplicity of the technological scheme, the high yield and degree of purity of the resulting polymer, the possibility of forming fibers and films from the resulting polymer melt.
Flaws: the need to use thermally stable monomers and the process at high temperatures, the duration of the process, the use of catalysts.
Due to the high viscosity of the melts of most polymers, the rate at the final stages of the process is determined not so much by the activity of the reacting groups as by diffusion factors(mobility of macromolecules).
Melt polycondensation is practically the only industrial method for the synthesis of aliphatic polyamides and polyesters (for example, polyamide-6,6 and polyethylene terephthalate). It is carried out on a periodic and continuous scheme. In the first case, the process is carried out in an autoclave, squeezing the finished polymer out of it with nitrogen through a heated valve. The continuous process is carried out in U- and L-shaped, as well as tubular reactors, equipped with a screw mixer at the polymer outlet, which ensures effective mixing of the melt and its extrusion through a spinneret in the form of a monofilament, tow or film. The tubular apparatus does not need a stirrer, since the process takes place in a thin layer.
In laboratory practice by the method of polycondensation in the melt synthesize polyamides, polyesters, polyheteroarylenes, block and random copolymers.
Solution polycondensation- a method of carrying out polycondensation, in which the monomers and the resulting polymer are in solution in one phase. Various variants of the method are possible when the monomer and (or) polymer are partially soluble in the reaction medium. To obtain polymers of high MW, the monomers and the polymer must, as a rule, be completely dissolved in the reaction medium, which is achieved by using a mixture of two or more solvents or by increasing the reaction temperature. Usually the process is carried out at 25-250°C. The resulting polymer can form thermodynamically unstable (metastable) solutions or lyotropic liquid crystal systems. After the polymer has precipitated from such a solution, it cannot be re-dissolved in this solvent. In the precipitated crystalline polymer, which does not swell in the reaction solution, the growth of macromolecules stops; in an amorphous polymer capable of swelling continues. Precipitation of the polymer from the reaction solution can lead to its crystallization.
Advantages of the method: the possibility of carrying out the process at relatively low temperatures; the ability of the solvent to act as a catalyst; good heat transfer; the possibility of direct use of the resulting polymer solutions for the manufacture of films and fibers.
A distinctive feature is the influence of the nature of the solvent on the pier. mass and structure of the resulting polymer. Examples are known when a solvent (pyridine, tertiary amines, N,N-dimethylacetamide, N-methylpyrrolidone, etc.) binds the acid formed in the reaction, for example. at polyesterification or polyamidation(so-called acceptor catalytic polycondensation). The solvent and impurities contained in it, for example, H 2 O, can cause side reactions leading to the blocking of functional groups. A special place among them is occupied by cyclization, the intensity of which increases with decreasing concentration of the reaction solution.
In laboratory practice by the method of polymerization in solution synthesize various carbo- and heterochain polymers, incl. organoelemental (polyacetylenes, polyamides, polyesters and polyethers, polysulfones, polyheteroarylenes, polysiloxanes, etc.).
Technology and instrumentation depend on the type of polycondensation. With equilibrium (reversible) polycondensation in solution, the process is carried out at 100–250°C and solvents are used that dissolve the resulting polymers well, and low molecular weight reaction products poorly. The boiling point of such solvents should be higher than that of low molecular weight reaction products. Sometimes solvents are used that form an azeotropic mixture with a low molecular weight reaction product, the boiling point of which is lower than that of the solvent ( azeotropic polycondensation). In industry, this process is rarely used. The first stage in the production of a number of polyesters, for example, polyethylene terephthalate, is a kind of equilibrium polycondensation in solution, when one of the monomers (in this example, ethylene glycol), taken in excess, serves as a solvent.
Non-equilibrium (irreversible) polycondensation in solution is subdivided into low- and high-temperature - process temperatures below 100°C and above 100°C, respectively (more often up to 200°C). A variation of low-temperature polycondensation in solution is emulsion polycondensation, when the polymer is formed in the organic phase of a water-organic heterogeneous system. The liberated HNa1 is neutralized in the aqueous phase with alkali metal carbonates or hydroxides. In industry, non-equilibrium solution polycondensation is used in the production of polyamides, polycarbonates, polyarylates, polyheteroarylenes and others and carried out on a periodic basis.
Polycondensation in the solid phase (solid state polycondensation), a method of carrying out polycondensation, when the monomers or oligomers are in a crystalline or glassy state and a solid polymer is formed. A kind of solid-state polycondensation is possible, when during its course the starting materials melt or soften. In many ways (conditions, regularities of the process), solid-state polycondensation is similar to polycondensation in a melt. The solid-state polycondensation of aliphatic (-amino acids), which is characterized by the presence of autocatalysis due to the increase in the monomer-polymer interface during the reaction, on which the monomer molecules are more mobile than in the crystal, has been studied in detail.
The method is used to obtain polyheteroarylenes from highly reactive monomers. Carrying out the process under pressure in a mold, they combine the synthesis of the polymer and the molding of the product. In this way, in particular, monolithic products are obtained from polyimides, poly(aroylen- bis-benzimidazoles).
An important variety of solid-state polycondensation is the second stage in the process of formation of many polyheteroarylenes, carried out in films or fibers formed from pre-obtained intermediate high molecular weight polymers (prepolymers). This is a thermal process of intramolecular polycyclization carried out in an inert gas flow or vacuum at temperatures usually below the glass transition temperature of the intermediate polymer (for example, polyamic acid) or above it, but below the glass transition temperature or softening temperature of the final polyheteroarylene. In some cases (for example, during the transformation of polyhydrazides into poly-1,3,4-oxadiazoles), kinetic inhibition of the process is observed due to an increase in the glass transition temperature during cyclization; then resort to a stepwise increase in temperature. Sometimes polycyclization is accompanied by solid-state polycondensation at the terminal functional groups of macromolecules, leading to an increase in the molecular weight of the polymer.
Send your good work in the knowledge base is simple. Use the form below
Students, graduate students, young scientists who use the knowledge base in their studies and work will be very grateful to you.
Posted on http://www.allbest.ru/
Posted on http://www.allbest.ru/
Keywords: polycondensation, P6-BA polyester, ethylene glycol, adipic acid, 1,4-butanediol, tetrabutoxytitanium.
Purpose: to design the production of P6-BA polyester with a capacity of 1150 tons/year.
The settlement and explanatory note contains: the technological scheme of production, the characteristics of raw materials, auxiliary materials and the finished product, the calculation of the material balance and the required amount of equipment, the mechanical calculation of the main apparatus, the thermal calculation.
USED CONDITIONAL ABBREVIATIONS
ADK - Adipic Acid
EG - Ethylene glycol
TBT - Tetrabutoxytitanium
PE - Polyester
INTRODUCTION
The successfully developing industrial production of polyesters has always been significant for the country. The whole world was well aware of natural polyester - amber, but the way to obtain artificial polyester was difficult, but achievable. The technology for obtaining polyesters was developed in 1959-1962. The first production of polyesters at the Kazan Synthetic Rubber Plant was organized in 1966, and in 1979, the production of polyester PBA was put into operation, polyester grades PBA I and PBA III - in 1986.
There are hardly any branches of the national economy, wherever polyesters are used. At the same time, industries are singled out in which the volume of their consumption is especially large. These include: shipbuilding, automotive and transport engineering, construction, chemical industry, electrical industry, furniture industry, consumer goods.
Polyesters serve as the basis for the production of urethane rubbers, monolithic and porous products by casting, for the production of optically sensitive urethane polymers, and also as a component in adhesive compositions. Polyesters are widely used in the rubber industry, mechanical engineering, in the manufacture of magnetic tapes, as well as for the manufacture of casting and paintwork materials.
Polyethylene adipates are resistant to aging, have low volatility and good migration properties, their color is lighter, they are more resistant to hydrocarbon extraction than, for example, polyethylene sebacates.
In industry, polyesters are used as plasticizers. The introduction of plasticizers into rubbers facilitates their processing, increases the plasticity of the rubber compound, helps to reduce heating during mixing, and reduces the risk of vulcanization.
Thus, the rather diverse use of polyesters in many industries indicates their importance and significance both as a whole and as an intermediate product in the composition of various composite materials.
1. FEASIBILITY STUDY OF THE PRODUCTION METHOD
1.1 Feasibility study of existing production methods
The technology for producing polyesters and based on them - a new class of high-molecular compounds - polyurethanes, superior in wear resistance to all known polymeric materials, was developed in 1959-1962. Pilot production of polyurethanes was mastered at the production base of VNIISK. The industrial production of polyesters using continuous technology was organized at the Kazan Synthetic Rubber Plant in 1966, and in 1979. PBA polyester production was put into operation.
Polyesters of adipic acid and various glycols (P-6, PS, P6-BA, PBA, EDA-50, P-9A) are used to produce polyurethanes by casting, for rollable polyurethane rubbers, which are characterized by high strength properties, a combination of high hardness and elasticity , unique resistance to abrasion, solvents, oils, fuels, aggressive environments, for obtaining components in adhesive compositions in the shoe industry, mechanical engineering, in the manufacture of magnetic tapes, as well as for the manufacture of filling and paintwork materials.
1.2 Selection of area and site for construction
The economically expedient location of enterprises in the synthetic rubber industry is associated with the peculiarities of production. The place of construction is determined by the following features.
1. Availability of energy resources. Energy resources are supplied by CHP.
2. Availability of raw materials. High material consumption leads to the need to locate the SC plants near the raw materials production plants.
Raw materials are supplied by chemical manufacturing enterprises and stored in non-production premises in special containers. From the tanks is fed into the production line.
3. The roads are completely hard-surfaced and provide access to the workshop from all sides.
4. The workshop is fully staffed with labor force. The source of qualified labor force is the educational institutions of the city of Kazan.
5. In terms of water consumption, SC plants belong to the group of super-water-intensive industries that consume over 1000 m3 of water per 1 ton of products, so the availability of water resources is important.
Kazan OJSC "Plant SK im. S.M.Kirov” is located near the lake Kaban.
Location of Kazan JSC "Plant SK im. S.M. Kirova meets the above requirements.
2. TECHNOLOGICAL PART
2.1 Theoretical foundations of production
Polyester P6-BA is a polycondensation product of adipic acid, ethylene glycol, 1,4-butanediol. Tetrabutoxytitanium is used as a catalyst.
Polycondensation proceeds by the reaction of polyesterification as a result of the interaction of hydroxyl and carboxyl groups of the starting materials and is accompanied by the release of water.
The most important field of application of P6-BA is the production of non-crystallizing urethane rubbers, monolithic and porous products manufactured by casting.
A method for producing polyesters for polyurethanes by polycondensation of adipic acid and polyhydric alcohol at a temperature of (195 ± 5) ° C, characterized in that ethylene glycol is taken as polyhydric alcohol at a molar ratio of adipic acid and ethylene glycol 1: (1.5-1.6) respectively, and polycondensation is carried out to an acid number of 35-42 mg KOH/g, after which tetrabutoxytitanium catalyst is introduced into the reaction mixture in an amount of 0.0006-0.001% by weight of adipic acid and vacuum polycondensation is carried out to an acid number of not more than 1 mg KOH/g .
2.1.1 Chemical and physico-chemical bases of production
The polycondensation reaction of adipic acid, ethylene glycol, 1,4-butanediol is carried out in a reactor in the presence of tetrabutoxytitanium as a process catalyst. The reaction is accompanied by the absorption of heat. The process is characterized by low speed, relatively high activation energy.
Reaction equation:
C4H10O2+HOOC-(CH2)4-COOH + HOCH2CH2OH
> H- n-CH2CH2OH + H2O
Polycondensation is the process of polymer synthesis, in which the growth of macromolecules occurs by chemical interaction of the molecules of the starting substances with each other and with the polymer accumulated during the reaction.
In a polycondensation system, the monomers are consumed very quickly after the start of the reaction, but the increase in the molecular weight of the polymer occurs during the entire process, therefore, in order to obtain a high molecular weight polymer, it is necessary to achieve a high degree of conversion of the starting materials. A distinctive feature of equilibrium polycondensation is the reversible nature of the reactions taking place, i.e. along with an increase in the length of macromolecules, destructive reactions are also possible. The resulting low molecular weight product (water) acts as a destructive agent. Its role can also be played by low molecular weight compounds having the same nature as one of the initial monomers, or a monomer present in excess.
In the case of an excess of one of the initial substances, the polycondensation process can proceed only until the component that is in short supply is exhausted. At this point, all the resulting macromolecules will have the same functional groups at both ends of the chain, as in the excess component and, therefore, often can no longer react with each other, which leads to a stop in the polycondensation process.
In a number of cases, the initially taken ratio of functional groups is violated in the course of the polycondensation reaction. For example, if one of the monomers is volatile, then it can be carried away from the reaction medium along with the low molecular weight reaction product.
The presence of monofunctional compounds in the system leads to a noticeable decrease in the molecular weight of the resulting polymers, since even at an equimolecular ratio of reacting bifunctional compounds, inactive groups are formed at the ends of the polymer.
The rate of the polycondensation reaction depends on the temperature of the reaction medium and on the rate of removal of reaction by-products, in this case water. The higher the reaction temperature and the faster and more completely the water is removed, the greater the reaction rate, the higher the degree of its completion and the greater the molecular weight of the polymer.
When the temperature is increased or a deeper vacuum is created in the system, the equilibrium can be shifted towards the formation of a high molecular weight polymer due to the removal of a low molecular weight product from the reaction zone. An important reason for chain termination during polycondensation is the chemical destruction of functional groups, turning them into inactive ones. For example, carboxyl groups at the elevated temperatures often used in the polycondensation process can decarboxylate:
~O(CH2)nOOC(CH2)mCOOH>~O(CH2)nOOC(CH2)m-1CH3+CO2^
The temperature of destruction of carboxyl groups depends on the nature of the dicarboxylic acid and other components present in the system. Adipic acid practically does not decompose at temperatures below 240°C, but when it is heated with ethylene glycol, carbon dioxide evolution is already observed at 150°C.
Stopping chain growth depends on a number of physical and chemical causes.
Physical causes are a decrease in the concentration of reactants and an increase in the viscosity of the medium, which sharply reduce the reaction rate and make it difficult to remove water. Chemical causes - this is the loss of the ability of the end groups of the growing molecule to further reaction due to the non-equivalent ratio of the starting substances and the chemical change in the end groups, etc.
The formation and properties of polyesters are influenced by the following factors:
1) The number of functional groups in acids and alcohols and the ratio of components;
2) The size and structure of the molecules of acids and alcohols;
3) Some properties of acids and alcohols (the ability to polymerize, oxidize, etc.).
2.1.2 Technological basis of production
When carrying out the polycondensation in the melt, it is possible to use such initial substances, the melting point of which is lower than the temperature of their decomposition. This method produces a polymer that can be in molten form for a long time without noticeable thermal degradation.
The process of obtaining polyester is carried out in three stages at a temperature of the reaction mass not higher than 210 ° C and a vacuum pressure of up to 0.96 kgf / cm2: First, the mixture of reagents is melted and heated with stirring in an inert gas flow, while the bulk of the low molecular weight product is distilled off, then the process continues with stirring in a vacuum in order to more completely remove the low molecular weight product from the reaction zone and increase the molecular weight of the polymer.
Melt polycondensation processes have their own advantages:
Comparative simplicity of the technological scheme.
The possibility of using monomers with reduced reactivity.
High polymer yield.
High quality and purity of the resulting polymer.
The absence of various additional operations for the isolation of the polymer.
However, this method, the most widely used in industry, is not without a number of disadvantages: high temperature (200–300°C), the need to use thermally stable monomers, the need to carry out the reaction in an inert atmosphere and apply vacuum at the final stages, and a relatively long process time.
2.2 Characteristics of raw materials, semi-finished products, energy resources
Table 2.1 - Characteristics of raw materials, semi-finished products, auxiliary materials, their control
|
Name of raw materials and finished products |
Number of state or industry standard, technical specification |
Norm according to GOST, TU |
|||
|
GOST 19710-83 highest or first grade |
Appearance: |
Colorless transparent liquid without sediment |
|||
|
Mass fraction, % not less than |
|||||
|
Density at 20°С, g/cm3 |
|||||
|
Refractive index at 20°C |
|||||
|
Temperature limits of distillation at a pressure of 760 mm Hg. a) start of boiling, °С, no less; |
|||||
|
b) end of boiling, °C, not less; |
|||||
|
c) volume fraction of distillate within the specified temperature limits, %, not less than |
|||||
|
Adipic acid |
GOST 10558-80 |
Appearance: Mass fraction of ADC, %, not less than Тmelt, °С, not lower Color according to the plastic-cobalt scale, no more than units |
White crystalline substance |
||
|
Polyethylsiloxane liquid PES-5 |
GOST 13004-76 |
According to the supplier's passport, Tbp at 760 mm Hg. °C, not less |
|||
|
GOST 9293-74 |
Mass fraction of water vapor in gaseous nitrogen at 20°C and 101.3 kPa, not more than |
||||
|
1,4-butanediol |
Mass fraction of 1,4-butanediol, % not less than |
||||
|
Density g/cm3, not less than |
2.3 Characteristics of finished products and production waste
Table 2.2 - Characteristics of the finished product
|
Name of raw materials and finished products |
Number of state or industry standard, technical specification |
Quality indicators to be checked |
Norm according to GOST, TU |
Scope of manufactured products |
|
|
polyester |
TU 38103582-85 |
Appearance |
Viscous ointment |
To obtain non-crystallizing urethane rubbers and in the production of monolithic and porous products made by casting |
|
|
Mass fraction of hydroxyl groups, % within |
|||||
|
Viscosity at 60°C, Pa s |
|||||
|
Acid number, mgKOH/g, no more |
|||||
|
Mass fraction of iron, no more |
|||||
|
Mass fraction of moisture, % no more |
|||||
|
Mass fraction of isocyanate groups in technol. sample after 1 hour, %, within |
|||||
|
Change in the mass fraction of isocyanate groups in the process sample after thermostatic exposure for 24 hours,%, no more |
|||||
|
Temperature limits for distillation: a) the beginning of boiling, OS, not lower b) end of boiling, OS, not lower c) the number of distillates within the specified temperature limits, % not less than |
Table 2.3 - Characteristics of solid and liquid production waste
|
Waste name |
Where is stored, transport |
Frequency of education |
Condition (method) and place of burial, maintenance, disposal |
Quantity |
|
|
Glycol condensate from stages II and III of polyester synthesis Oil from water seals Paper bags Polyethylene bags Waste coolant |
In storage devices In stock adipic acid In stock adipic acid |
When the product is released When changing oil While loading When loading |
Distilled on distillation columns Burning Incineration or second. raw material Incineration or second. raw material For regeneration |
2.4 Development of a production flowchart
The scheme of material flows in the R-4 reactor is shown in Figure 1:
AK > >P6-BA
Figure 2.1 - Scheme of material flows
The general scheme for the production of P6-BA polyesters is shown in Figure 2:
Figure 2.2 - General scheme for the production of polyesters P6-BA
2.5 Material calculation of production
Initial data for calculation:
Production capacity 1150 t/year
Batch process
Process duration 36 hours
Reaction equation:
10.5HOOC-(CH2)4-COOH + 8.4HOCH2CH2OH + 3.9C4H10O2 >
The molecular weight of adipic acid is 146.15 g/mol;
The molecular weight of ethylene glycol is 62.07 g/mol;
The molecular weight of 1,4-butanediol is 90 g/mol;
The molecular weight of the polyester is 2028.96 g/mol;
Molecular weight of water - 18 g/mol;
Equalize the reaction:
To obtain polyester P6-BA, we take the ratio of adipic acid to ethylene glycol + 1,4-butanediol = 1:1.18. This means that for 1 mol of adipic acid there are 0.8 mol of ethylene glycol + 0.38 mol of 1,4-butanediol.
10.5HOOC-(CH2)4-COOH + 8.4HOCH2CH2OH + 3.9C4H10O2 >
H-n-CH2CH2OH + 21H2O,
1534,57 + 521,39 + 351 = 2028,96 + 378,2406,96=2406,96.
Let's calculate the % of loaded components:
1. Adipic acid (1534.57 / 2406.96) 100% = 65.4%,
2. Ethylene glycol (521.39/2406.96) 100%=21.2%,
3. 1,4-butanediol (351/2406.96) 100%=13.4%.
So, for 1000 kg of loading we take: 654 kg of adipic acid, 212 kg of ethylene glycol, 134 kg of 1,4-butanediol.
Let's calculate the net yield of polyester from the weight of loaded components: (2028.96/2406.96) 100%=84%.
Therefore, the yield of polyester is 840 kg per 1000 kg of loaded components.
Distillation at three stages are:
(378/2406.96) 100%=16%, i.e. 160 kg of strips are formed per 1000 kg of loading.
At the first stage of polycondensation, 70% of all distillates are formed:
(160*70)/100%=112kg, of which 99% water, 1% glycols.
(112*99)/100%=110.88kg of water, (112*1)/100%=1.12kg of glycols.
At the second and third stages of polycondensation, 30% of all distillates are formed:
(160*30)/100%=48kg, of which 40% water, 60% glycols.
(48*40)/100%=19.2kg of water, (48*60)/100%=28.8kg of glycols.
The required components and their quantity for the production of one ton of product are given in Table. 2.4, 2.5, 2.6.
Table 2.4 - Summary table of the material balance of P6-BA production per 1000 kg of load
Table 2.5 - Summary table of the material balance of P6-BA production per 1 ton of product
Table 2.6 - Summary table of the material balance of P6-BA production for 1150 tons of product
Calculate the material balance for a productivity of 1150 tons/year:
Tef.rev. \u003d 365-102-12-14 \u003d 237 days \u003d 5688 hours
where Tef.obor. - effective equipment working time fund
365 - number of days in a year
102 - the number of days off in a year
12 - the number of holidays in a year
14 - days spent on equipment overhaul
Time of one cycle - 48 hours
Means: 5688/48=118 operations per year
The amount of polyester obtained in 1 operation:
1150 tons / year / 118 operas / year \u003d 9.746 tons / operas \u003d 9746 kg / operas
The material balance for one operation is given in table 2.7
Table 2.7 - Material balance for 1 operation
The number of distillations in one operation is presented in table 2.8:
Table 2.8 - The number of distillates generated in one operation
2.6 Description of the hardware-technological scheme of production
The process of polycondensation of glycols with adipic acid is periodically carried out in the P-4 reactor, equipped with a stirrer and a jacket for heating with a coolant. The reactor is connected by material lines for receiving glycols and adipic acid to the T-5 condenser column, the T-7 condenser, which has a bottom drain, a safety valve, an air vent line and a nitrogen supply through the top fitting, as well as a nitrogen line through a reducing valve and a rotameter for bubbling the reaction masses.
The calculated amount of glycols (ethylene glycol from the E-1 tank, 1,4-butanediol from the E-2 tank) is drained by gravity into the R-1 reactor, the apparatus stirrer is turned on, and the calculated amount of adipic acid is loaded into the R-4 by means of pneumatic transport.
The catalyst tetrabutoxytitanium in the amount of 0.0006% of the total load mass is pre-dissolved in a portion (200 g) of ethylene glycol and fed into the reactor using a vacuum at a temperature of the reaction mass from 140 to 160°C.
The polycondensation of P6-BA polyester is carried out in three stages in the L-1 reactor.
The specified temperature regime is provided:
PES-5 organic coolant circulation system.
Heated with hot water at a temperature of 50-80?.
Filling the system with coolant is carried out:
The coolant is taken into the tank T-10, T-11;
The suction pump H-13 fills the system with coolant through the F-14 filter;
Electric heaters T-12/1, T12/2 are switched on, the temperature of the coolant begins to rise;
From electric heaters T-12/1, T12/2 coolant
Served in the R-4 reactor jacket;
The heating of the R-4 reactor is carried out by the coolant circulation system in a closed cycle of devices: T-12/1 electric heaters, - R-4 reactor jacket - T-12/2 electric heater.
The first stage of polyester polycondensation is carried out at atmospheric pressure with the connection of a T-5 condenser column and a T-7 condenser, a gradual rise in the temperature of the reaction mass by supplying a coolant to the R-4 reactor jacket, hot water through the jacket of the T-5 condenser column, and bubbling the reaction mixture. masses of nitrogen.
Barbotage of the reaction mass with nitrogen contributes to the entrainment of the low molecular weight reaction product, water, from the reaction zone. Water in the form of steam entrains glycols from the reaction zone and is sent to the T-5 condenser column, where the bulk of the glycols condenses and returns to the R-4 reactor, and water vapor with a small amount of glycols enters the T-7 condenser, cooled by industrial water, are condensed and collected in containers E-9. The condensate of distillates from the first stage of polycondensation with a mass fraction of glycols up to 1% is discharged to the sewerage system.
In the absence of nitrogen, a vacuum pressure is created in the apparatus by a vacuum pump, equal to 0.61 kgf / cm2 (61 kPa).
The first stage ends at a temperature of no more than 195°C and the mass fraction of carboxyl groups reaches no more than 3.0%.
The second stage of polycondensation is carried out at a temperature reached at the first stage from 195 to 200°C with a constant increase in vacuum pressure from 61 kPa to 91 kPa and periodic bubbling of the reaction mass with nitrogen to better release water vapor and excess glycols from the reaction zone.
In this case, the temperature of the vapors leaving the top of the T-5 column
during the entire second stage of polycondensation should be no higher than 90C.
The temperature is maintained by supplying hot water with a temperature of
50 to 80C into the jacket of the T-5 condenser column from the T-8 heat exchanger.
The distillates of the second stage of polycondensation are condensed in the T-7 condenser and enter the E-9 tank, from where they enter the sewer.
The second stage of polycondensation continues until a reaction mass with an acid number of not more than 3.5 mg KOH per 1 g of product is obtained. Upon reaching the specified degree of conversion of adipic acid, the third stage of polycondensation begins.
In the system of devices R-4, K-5, T-7, the vacuum pressure is bled off with nitrogen, while the distillates remaining in the condenser column are returned to the R-4 reactor. The condenser column is disconnected from the R-4 reactor and the latter is connected directly to the T-7 condenser.
In the system of devices R-1, T-7, a vacuum pressure is gradually created, and with continuous stirring and periodic bubbling of the reaction mass in the reactor, polycondensation is completed. The temperature of the third stage of polycondensation is from 195?C to 205?C, the vacuum pressure is not less than 96KPa.
The end of the synthesis is determined by the analysis of the product. The finished polyester is transferred through the lower outlet of the R-4 reactor through a heated pipeline with an excess nitrogen pressure of not more than 250 kPa to the E-6 collector, then to the product packaging department, where the finished polyester is poured into containers through a filter, according to the current NTD, weighed and sent to the consumer.
Stop the circulation system of circulating water through the column-condenser T-5. The supply of circulating water for cooling the T-7 condenser is stopped. Disconnect the electric heater T-9 from the network. The H-13 pump is stopped for coolant circulation. All devices and material pipelines are purged with nitrogen. Muffle material pipelines. The apparatus is washed with water, after which the water and steam pipelines are muffled. Electrical equipment is de-energized.
2.7 Process documentation
The norms of the technological mode are given in table 2.9
Table 2.9 - Norms of the technological mode
|
Name of process steps |
unit of measurement |
Permissible limits of those. parameters |
Accuracy class of measuring instruments |
Note |
||
|
Collections |
||||||
|
a) level at |
At least 30 |
Registration, |
||||
|
taking the product |
no more than 80 |
indication, |
||||
|
b) temperature |
At least 20 |
signaling |
||||
|
during storage |
At least 80 |
|||||
|
Pressure |
||||||
|
crushing |
No more than 25 |
Indication |
||||
|
b) when tested for |
||||||
|
tightness |
Not more than 0.1 |
|||||
|
components: |
||||||
|
a) Ethylene glycol |
Indication |
|||||
|
c) tetrabutoxytitanium |
0.0003-0.0006 by weight downloadable components |
|||||
|
Temperature in |
||||||
|
rector at |
Registration, |
|||||
|
loading source |
from 25 to 135 |
Indication |
||||
|
products |
||||||
|
Pressure |
||||||
|
Mass fraction |
||||||
|
COOH-groups |
achievements |
|||||
|
no more than 3% |
||||||
|
Second stage of polycondensation |
||||||
|
Temperature |
Regulation |
|||||
|
Pressure |
registration |
|||||
|
From 613 ±13 to |
||||||
|
need |
||||||
|
nitrogen bubbling |
flow is not |
|||||
|
throughout stage 2. |
less than 1 hour. |
|||||
|
Acid number |
No more than 3.5 |
|||||
|
mgKOH per 1g |
||||||
|
capacitor |
||||||
|
Vapor temperature |
Regulation |
|||||
|
top of the column |
no more than 90 |
registration |
||||
|
Pressure |
2.8 Selection and calculation of the number of main and auxiliary equipment
Calculate the number of reactors required to produce 1150 tons per year of polyester P6-BA
Batch reactor, has a volume of 12.5 m3;
Fill factor 0.8;
The density of the reaction mass p=1115 kg/m3;
Cycle time of the reactor tc=48 hours;
t cycle = 12388.5 kg
The mass fraction of the product in the mass unloaded from the reactor can be found from the available material balance of the process (Table 2.6).
n=1000/1290.3=0.76; then the product yield per unit volume
w=n*sr.cm=0.76*1115=847.4 kg/m3,
where cf.cm is the density of the reaction mixture
The performance of the batch reactor is calculated by the formula
g \u003d V * c * w / tc \u003d 12.5 * 0.8 * 847.5 / 48 \u003d 176.6
where V is the volume of the reactor, equal to 12.5 m3, c is the filling factor of the reactor, tc is the cycle time of the reactor.
Next, we find the number of reactors according to the equation n=Gtz/gtg.e=1150000*1.1/176*5664= 1.3 pcs effective operating time of the equipment per year.
Therefore, we choose 1 reactor working and 1 standby. Calculate the volume of the reactor:
Van \u003d tu * Vo6 / c \u003d 48 * 0.2 / 0.8 \u003d 12 m3
We accept 2 standard reactors with a volume of 12 m3.
To exclude the possibility of withdrawing glycols from the reaction zone with reaction water vapor and ensuring the molar ratio of glycols in the polycondensation reaction, we take 1 column - a condenser, with a heat exchange surface of 19.45 m. Diameter 1000 mm, height 6050 mm. The design pressure in the body and jacket is 6 kgf/cm.
To receive the finished product of polyester P6-BA, we accept 1 collection, with a capacity of 32 m3. Maximum filling 28 m3. Diameter 3200 mm, height 7030 mm.
We accept 1 condenser with a heat exchange surface of 23 m3, diameter 400 mm. Number of tubes 100 pieces, tubes 25X2X3000 mm, for condensing water vapor with a small amount of glycols.
We accept 1 collector for steam condensate with a capacity of 5 m3, a diameter of 1600 mm, a height of 1800 mm.
To heat the coolant (PES-5), which goes to fill the R1 reactor jacket, we use 2 heat exchangers, to heat the water that goes to fill the condenser column jacket, we use 1 heat exchanger.
For transportation of the coolant, we accept 1 pump of brand 2x - 4 A-1. Productivity is 5,5 l/s.
2.9 Mechanical design
The apparatus with a stirrer is designed for the synthesis of P6-BA polyester:
The main dimensions of the device:
Apparatus volume, Vap =10 m2
Apparatus diameter, D=2600 mm,
Height of the cylindrical part of the apparatus, L=2390 mm
Working pressure in the apparatus 0.4 MPa
Working pressure in the jacket 0.6 MPa
Frame stirrer
2.9.1 Calculation of a cylindrical shell
Shell wall thickness loaded with external pressure:
SR \u003d 1.1 Ch p ChD / (2 Ch [y]) + s
Where p is the pressure in the apparatus, MPa;
D - apparatus diameter, mm;
c - corrosion allowance.
SR \u003d 1.1 × 0.4 × 2600 / (2 × 126) + 2 \u003d 5.92 mm.
We round the value up to the nearest standard sheet thickness S = 6 mm.
Examination :
(S - c) / D ? one
(6-2) / 2600 = 0.0015 - The condition is met.
2.9.2 Calculation of the bottom and cover of the apparatus
Wall thickness of an elliptical flanged bottom loaded with external pressure:
SR \u003d 1.1 H p ChD / (2H [y]) + c \u003d 3.92 mm
Where p is the pressure in the apparatus, MPa;
D - apparatus diameter, mm;
[y] - allowable stress, MPa (depends on steel grade and temperature);
c - corrosion allowance.
S=3.92mm+2mm=5.92mm
We round the value up to the nearest standard thickness S = 6 mm.
Examination :
6- 2/2600 = 0.0015 - The condition is met.
[p] \u003d 2H [y] H (s-c) / (D + (s-c)) \u003d 2H126Ch4 / (2600 + 4) \u003d 0.41
0.4 MPa<0,41 МПа - Условие надежной эксплуатации выполняется.
2.9.3 Calculation of shirt elements
The pressure in the jacket is taken as the design pressure. For cases with internal D=2600 mm, the diameter of the jacket is 200 mm larger than the diameter D.
Wall thickness of the cylindrical part of the shirt:
SR \u003d pChD / 2Chts H [y] - p
Where u = 1 - strength factor of the weld;
p is the working pressure in the jacket.
SR= 0.6×2600 / 2×1×126 - 0.6
S=5.59mm+2mm=7.59mm
We round the value up to the nearest standard thickness S = 8 mm.
Examination :
(8 mm - 2 mm) / 2600 mm = 0.0023 - The condition is fulfilled.
Check for permissible external pressure:
[p] \u003d 2Chts H [y] H (S - s) / (D + (s-c) \u003d 2Ch126Ch1Ch6 / 2606 \u003d 0.62 MPa
0.6? 0.62 MPa - The condition for reliable operation is fulfilled.
Elliptical bottom:
SR \u003d pChD / 2Chs H [y] - 0.5 CH p \u003d 0.6 CH2600 / 2CH1CH126 - 0.5 CH0.6 \u003d 5.89
S = SR + s = 5.89 + 2 = 7.89 mm
We round the value up to the nearest standard thickness S = 8 mm. .
Examination :
8 mm - 2 mm / 2600 = 0.0023 - The condition is met.
Check for permissible external pressure:
[p] = 0.62 MPa
0.62 MPa - The condition for reliable operation is fulfilled.
2.9.4 Flange connections and fittings
We choose flat welded flanges with a smooth sealing surface, since they are used at P = 2.5 MPa and T = 300 C.
The dimensions of the flanges are selected according to the internal diameter of the apparatus and the conditional pressure.
Gaskets of various designs are used for sealing in flanges. Paronite gaskets can withstand temperatures up to 400 C and pressures up to 2.5 MPa. The dimensions of the gaskets are selected according to the inner diameter of the apparatus and the conditional pressure:
Check calculation of bolts:
Load acting on the flange connection from internal pressure.
Qd = 0.785 N D2cn N R
Where Dcn \u003d 0.5 H (Dn + dn) - the average diameter of the gasket
Dcn = 0.5 H (2284 + 2240) = 2262 mm
Qd = 0.785 x 22622 x 0.4 = 1606626.216 N
Pad Reaction:
Rn \u003d 2p N Dcn N bo P m P
Where bo is the effective width of the pad
If bn > 15 mm, then bо = 0.6, where bp - gasket width
bn = 0.5 × (Dn - dn) = 0.5 × (2284 - 2240) = 22 mm
So bo = 0.6 = 2.8 mm
m = 2.5 for paronite gaskets
Rn \u003d 2 H 3.14 H 2262 H 2.8 H 20 H 0.4 \u003d 318200.064 N
Bolt load during assembly. Take the largest value of the three calculated.
RB1 \u003d r h Dcn h bo h q
RB1 \u003d 3.14 Ch [dec] 20 Ch nb Ch fb
RB1 \u003d 1.2 H QD + Rn
Where q = 20 MPa for paronite gaskets
[ub]20 = 130 MPa - allowable stress for the material at 20
nb - the number of bolts equal to the number of holes Z in the flange
f6 - bolt cross-sectional area, mm2
RB1 \u003d 3.14 H 2262 H 2.8 H 20 \u003d 397750.08 N
RB1 \u003d 0.4 H 130 H 72 H 452.16 \u003d 1692887.04 N
RB1 \u003d 1.2 H 1606626.216 + 318200.064 \u003d 2246151.5232N
Checking the strength of the bolts during installation.
yB1 \u003d RB1max / nb H fb? [ub]20
yB1 \u003d 2246151.5232 / 72 H 452.16 \u003d 102 MPa
102 MPa< 130 МПа - условие выполняется.
Checking the strength of bolts during operation.
yB2 \u003d RB2 / nb H fb? [ub]t
Where [ub]t = 120 MPa - allowable stress for the bolt material at operating temperature
RB2? 1.3 H RB1max
RB2 \u003d 1.3 H 2246151.5232 \u003d 2919996.98
yB2 \u003d 2919996.98 / 72 × 452.16 \u003d 104.2 MPa
104.2 MPa< 120 МПа - условие выполняется.
2.9.5 Machine feet
We choose paws for devices.
We set the number of paws z = 4
The weight of the metal from which the device is made:
G1? 1.1 H F H S H mind
Where F is the inner surface of the hull, m2
S - effective wall thickness, m
mind \u003d 78.5 kN / m3 - specific gravity of the metal
A factor of 1.1 takes into account the weight of flanges, fittings, etc.
G1 = 1.1 x 23.5 x 0.006 x 78.5 = 12.18 kN
Weight of metal structures installed on the cover of the apparatus
G2 = 0.5 x G1 = 0.5 x 12.18= 6.1 kN
The weight of the water filling the apparatus during hydraulic tests:
Where V is the internal volume of the apparatus, m3
y \u003d 10 kN / m3 - specific gravity of water
G3 = 10H 10= 125 kN
Qmax = l h (G1 + G2 + G3) / z
Where z = 4 is the number of supports
l \u003d 2 - at z \u003d 4
Qmax \u003d 2 H (12.18 + 6.1 + 100) / 4 \u003d 59.14 kN
We choose supports according to the condition Qtable? Qcalc
63 kN? 59.14 kN
2.9.6 Agitator calculation
Agitator diameter:
d M \u003d D / (1.4x1.7)
d M = 2600mm/1.6=1625mm
We accept the standard stirrer diameter d M = 1720 mm
Distance from the lower border of the stirrer to the border of the apparatus:
h M \u003d 0.3h d M \u003d 0.3h1720 mm \u003d 516 mm
For mixers of this type and diameter corresponds to:
Agitator speed:
n= 50.4 rpm=0.84 s-1
Liquid level in the device:
Nzh \u003d (0.75h0.8) ChL \u003d 0.8h2980 \u003d 2384 mm
where L is the height of the apparatus
Calculation of the power required for mixing:
Nm = KN H rs H n3 H dm5
Where KN is the power criterion determined from the calculation of the Reynolds criterion and the geometric similarity simplex.
rs - density of the stirred medium, kg/m3
Reynolds criterion:
Re = pc h n h dM2 / ms
Re = 1153.3 kg/m3 H 0.84 s1 H (1.72 m)2 / 0.04 Pa H s = 71650.37
Where m is the dynamic viscosity coefficient of the mixture (known from the technological regulations), PaChs
Geometric similarity simplex:
Gd \u003d D / DM \u003d 2600 mm / 1720 mm \u003d 1.51
Taking into account the values of Re and Gd, using the graph, we determine the power criterion for the frame mixer KN = 0.3
NM = 0.3 x 1153.5 kg/m3 x (0.84 s-1)3 x (1.45 m)5 = 3675.7 W
Power, taking into account internal devices (thermometer sleeve, level measuring device, two pressure pipes):
N1 \u003d K1 H K2 H K3 H Nm \u003d 1.1 H 1.2 H l.3 H 3675.7 W \u003d 6307.5 W
Where K1, K2, K3 are coefficients that take into account the influence of internal devices.
Engine power:
Ndv \u003d Kp H (NM + N1) / s \u003d 1.25 H (3675.7 W + 6307.5 W) / 0.93 \u003d 13.4 kW
Where Kp - safety factor;
h - drive efficiency.
We calculate the torque T on the shaft of the gear motor:
Shaft angular velocity :
W \u003d p H n / 30 \u003d 3.14 H 50.4 rpm / 30 \u003d 5.28 sec-1
T \u003d R H 103 / W \u003d 13.4 kW H 103 / 5.28 sec-1 \u003d 2537.9 N H m
Smallest shaft diameter:
According to the calculated diameter, we select a standard gear motor with a shaft diameter of 65 mm. We select the coupling according to the shaft diameter and torque. According to the size of the gear motor, we select the rack and support.
Let's calculate the shaft of the mixing device:
d1 = d = 65 mm.
d2 = d1 + (4...7) = 69 mm. We round up to the standard 75 mm.
d2 - diameter of the shaft for sealing in the cover of the bearing assembly.
d3 = d2 + (2...4) mm = 77 mm.
d4 = 80 mm. Designed to fit a bearing.
d5 = d4 + (6...8) mm = 86 mm.
d6 = 80 mm. Matches the bore diameter of the stuffing box.
d7 = 60 mm. Shaft diameter at the agitator seat.
polyester process heat transfer
2.10 Thermal design
The purpose of thermal calculation is to determine the required heat exchange surface of the designed apparatus. The calculation of the heat transfer surface is based on the joint solution of the heat balance and heat transfer equations.
Heat balance equation: Qnp = Qpacx - the heat input to the apparatus must be equal to the heat consumption in the same apparatus.
The heat balance is calculated according to the material balance data, that is, for the operation cycle for one apparatus.
Initial data for thermal calculation:
Machine weight - 10000 kg
The heat capacity of the structural material (two-layer steel 16GS + 12X18H10T GOST 108, shirt VST 3 cn GOST 380-7) - 0.503 kJ H kg / deg
Temperature regime:
Tn \u003d 20 ° С - initial temperature
Тк = 205 °С - final temperature
mAK = 3629.42 kg
mBd = 2734.50 kg
mP6-BA = 5309.73 kg
motgon = 894.93 kg
m loss = 159.29 kg
Average specific heat capacities of raw materials and finished products:
CAK = 1.426 kJ h kg / deg
Sbd = 3.078 kJ h kg / deg
Sp6-ba = 2.467 kJ h kg/deg
For thermal calculation, we use the following equation:
Qout + Qmesh + Qtherm + Qcat = Qprod + Qheat + Qloss
Qref - heat introduced by the feedstock flows;
Qmesh - heat released during mixing by a mechanical device;
Qtherm - heat introduced by the coolant;
Qcat - heat introduced by the catalyst;
Qprod - heat carried away by the reaction products;
Qheating is the heat spent on heating the reactor;
Qlosses - heat losses carried away into the environment.
Qmesh and Qcat can be neglected, since the stirrer speed and the amount of catalyst loaded are small.
Qref = QAK + QDB
Qprod \u003d QP6-BA + QP6-BA (losses) + Qwaste
Q = m × cp × t
Where m is the mass of the substance, kg;
cp is the heat capacity of the substance, kJ h kg / deg;
t is the temperature of the substance.
QAK \u003d 3629.42 H 1.426 H 20 \u003d 103511.0584 kJ
QBD = 2734.50 H3.078 H 20 = 168335.82 kJ
QP6-BA \u003d 5309.73 H 2.467 H 205 \u003d 2685316.30155 kJ
QP6-BA (losses) = 159.29 H 2.467 H 205 = 80558.52815 kJ
Qdistillates = (626.451 × 2262.6) + (268.479 × 649.45) = 1417408.0326 + 174363.68655 = 1591771.71915 kJ
Where 2262.6 kJ / kg H deg is the heat of vaporization of water;
649.45 kJ / kg H deg - heat of evaporation of distillates.
Qref = QAK + QBD = 103511.0584+168335.82=271846.88 kJ
Qprod \u003d QP6-BA + QP6-BA (losses) + Qdistills \u003d 2685316.30155 + 80558.52815 + 1591771.71915 \u003d 4357646.54875 kJ
The heat spent on heating the reactor:
Qheating \u003d Ga H with H (Tk - Tn)
Where Ga is the mass of the apparatus, kg;
c - heat capacity of the structural material, kJ h kg / deg;
Тк and Тн - final and initial temperatures of the device.
Qheating \u003d 10000 H 0.503 H (205 - 20) \u003d 930550.0 kJ
Heat losses carried into the environment:
Qloss = b h F h t
Where F - heat exchange surface, m2;
t is the temperature difference between the apparatus wall and the environment;
b = bk + bl - the total mass transfer coefficient equal to the sum of the heat transfer coefficient bk, W / m2 Ch K and the heat transfer coefficient bk, W / m2 Ch K.
bq = 10.37 W/m2 H K
bl \u003d s1 H ((Tn / 100)4 - (T0 / 100)4) / tn - t0
Where c1 = 4.2 - the degree of darkness of the surface of the device
bl \u003d 4.2 H (500.55 K - 73.7 K) / 180 \u003d 9.96 W / m2 H K
b \u003d 10.37 + 9.96 \u003d 20.33 W / m2 H K
Qlosses = 20.33 H 23.5 H 185 = 88384.675 kJ = 24.55 kW
Heat supplied by the coolant:
Qheat \u003d Qprod + Qheating + Qloss - Qout \u003d 1210.3 + 258.49 + 24.55 - 75.51 \u003d 1417.83 kW
A positive sign indicates that heat must be supplied by means of a coolant.
The result of the heat balance is reflected in table 2.10
Table 2.10 - Heat balance of P6-BA production.
The required heat transfer surface can be calculated from the heat transfer equation:
QT = k H F H tcp
Hence, the calculated heat transfer surface is equal to:
Frac \u003d QT / k H tcp
Where k is the heat transfer coefficient, W / m2 H deg;
tcp - average temperature of the environment,
k \u003d 1 / (1/b1 + 1/b2 + 1 /gz1 + 1/gz2 + d/l)
Where b1 and b2 are the heat transfer coefficients of the reaction medium and coolant, W / m2 H deg;
rz1 and rz2 - thermal conductivity of contaminated walls, W / m2 H deg:
gz1 \u003d 2900 W / m2 H deg - medium quality water,
gz2 - 5700 W / m2 H deg - for organic liquid;
d - wall thickness, m;
l \u003d 46.5 W / m H deg - coefficient of thermal conductivity of steel
Heat transfer coefficient of the reaction medium b1:
Where l is the thermal conductivity of the reaction medium, W / m H deg;
D - apparatus diameter, m
Nu - Nusselt coefficient
Nusselt coefficient:
Nu = 0.36 N Re0.67 N Pr0.33 N (m / mst) 0.14
Where m and mst are the viscosity of the reaction medium, Pa H s;
Re - Reynolds coefficient;
Рг is the Prandtl coefficient.
Re = n h dM2 h p / m
Where n is the stirrer speed, s-1;
dM - stirrer diameter, m;
p is the density of the reaction medium, g/cm
Re = 0.84 × 1.6252 × 1153.5 / 0.04 = 63965.18
Pg = cf H m / l
Where cf - 1180 kJ / kg H deg - heat capacity of the reaction medium;
l \u003d 0.06 W / m H deg - thermal conductivity of the reaction mixture;
Рg \u003d 1180 H 0.04 / 0.06 \u003d 786.6
Nu = 0.36 x 63965.180.67 x 786.60.33 x (0.04 / 0.035) 0.14 = 5495.44
b1 \u003d 5495.44h 0.06 / 2.2 \u003d 149.87 W / m2 h deg
Heat transfer coefficient of coolant b2:
b2 = Nu Ch l / d
Where l \u003d 0.645 W / m H deg - thermal conductivity of the coolant, W / m H deg;
Nu - Nusselt coefficient;
d - channel (pipe) diameter, m;
Nu = 0.66 N Re0.5 N Pr0.33 N (Rg / Rg st)
Where Pr and Rg st are the Prandtl coefficients for the coolant in the center and at the wall of the apparatus;
Re - Reynolds coefficient
Where w = 0.8 m/s - coolant supply rate;
d - pipe (channel) diameter, m;
p = 1075 g/cm3 for 200 is the coolant density;
m \u003d 0.038 Pa H s for 200 - coolant viscosity,
Re \u003d 0.8 × 0.5 × 1075 / 0.038 \u003d 1131
Pg = cf H m / l
Where cp is the heat capacity of the coolant (cp = 4190 kJ / kg H deg in the center of the apparatus at 200; cp = 4450 kJ / kg H deg at the wall of the apparatus at 230);
l - thermal conductivity of the reaction medium (l = 0.845 W / m H deg in the center of the apparatus at 200; l = 0.873 W / m H deg at the wall of the apparatus at 230);
m - viscosity of the coolant (m = 0.007 Pa H s in the center of the apparatus at 200; m = 0.0064 Pa H s at the wall of the apparatus at 230);
Рg \u003d 4190 H 0.007 / 0.845 \u003d 34.71
Rgst \u003d 4450 H 0.0064 / 0.873 \u003d 32.62
Nu = 0.66 x 11310.5 x 34.710.33 x (34.71/32.62) = 72.51
b2 \u003d 72.51 H 0.645 / 0.05 \u003d 935.38 W / m2 H deg
Heating is carried out by heat carrier PES-5 with initial temperature:
t1n = 523 K, t1k = 503 K
t2n = 293 K, t2k = 473 K
A \u003d (t1n - t2n) / (t1k - t2k) \u003d (523 - 473) / (503 - 293) \u003d 1.67
Average medium temperature:
tav = (t2k - t2n) / 2.3 lg ((t1n - t2n) / (t1k - t2k)) H (A - 1) / 2.3 lg A
tav \u003d (473 - 293) / 2.3 lg ((523 - 293) / (523 - 473)) H (1.67 - 1) / 2.3 lgl, 67 \u003d 92.12
Heat transfer coefficient:
k = 1 / (1/122.74 + 1/2900 + 0.006/46.5 + 1/5700 + 1/935.38) =
109.59 W/ m2 H deg
Then the calculated heat transfer surface:
Frac \u003d 1417.83 / (109.59 × 92.12) \u003d 14.0 m2
Real heat transfer surface:
Freal \u003d p H D H Nzh \u003d 3.14 H 2.6 H 2.784 \u003d 22.7 m2
Frac = 14.0 m2< Fpeaл = 22,7 м2. Следовательно, эффективный теплоперенос обеспечен.
Surface area reserve:
(22.7/ 14.0 x100) - 100 = 38.3%
3. STANDARDIZATION
The following normative documents were used in the course project:
GOST 10558-80 Adipic acid
GOST 10136-77 Ethylene glycol. Specifications
GOST 9293-74 Nitrogen
GOST 6824-76 1,4-Butanediol. Specifications
GOST 13004-77 Polyethylenesiloxane liquids. Specifications.
GOST 6613-86 Wire mesh with square mesh
TU 6-09-2738-89 Tetrabutoxytitanium technical (tetrabutyl ester of titanic acid ortho; tetrabutylorthotitanate)
TU 38.103582-85 Polyester P6-BA
CONCLUSION ON THE PROJECT
The production of P6-BA polyester was designed. Design capacity - 1150 tons/year. The necessary material, technological calculations, as well as thermal and mechanical calculations of the reactor have been carried out.
LIST OF USED LITERATURE
1. Kazan plant of synthetic rubber [Electronic resource].- Access mode: http/Avww.kzsk.ru, free. - Checked 12/24/08.
2. Sobolev V.M., Industrial synthetic rubbers / A.M. Sobolev, I.V. Borodina. -M.: Chemistry, 1977.- 392s.
3. Korshak V.V., Equilibrium polycondensation / V.V. Korshak, S.V. Vinogradov. - M.: Nauka, 1986. - 414 p.
4. Averko-Antonovich, L.A. Chemistry and technology of synthetic rubber / L.A. Averko-Antonovich, Yu.O. Averko-Antonovich, P.A. Kirpichnikov [and others]. - M.: Chemistry 2008. - 357 p.
5. Lashchinsky, A.A. Fundamentals of design and calculation of chemical equipment: reference book / A.A. Lashchinskiy, A.R. Tolshchinskiy. - 2nd ed., revised. and additional - L .: Mashinostroenie, 1970. - 752 p.
6. Pavlov, K.F. Examples of tasks in the course of processes and apparatuses of chemical technology: textbook for universities / "K.F. Pavlov, P.G. Romankov, V.A. Noskov. - 9th ed., revised and additional - L. : Chemistry, 1981. - 560s.
7. Zaikin A.E. Fundamentals of designing polymer production / A.E. Zaikin. Kazan. state technol. un-t, 2000.-32 p.
Hosted on Allbest.ru
Similar Documents
Selection and justification of a method for manufacturing a product from low-density polyethylene, characteristics of the main and auxiliary equipment. Technological scheme of production. Calculation of the amount of raw materials and materials. Drawing up a material balance.
thesis, added 03/26/2012
Characteristics of raw materials and finished products; methods of their technochemical control. Calculation of the material balance of ice cream production. Description of the technological line for the production of ice cream. The principle of operation of the main and auxiliary equipment.
term paper, added 08/15/2014
Designing the type and the required number of plants for the production of silicate blocks by the silo method. Properties of raw materials and auxiliary materials. Calculation of the material balance and the number of devices. Overview of the possibility of manufacturing automation.
term paper, added 10/28/2013
Hardware-technological scheme, general layout of equipment. Brief calculation of products, digester, tempering machine, calculation of protective grounding. Operation of a specific piece of equipment. The technological process of restoring the part.
thesis, added 09/29/2010
Characteristics of raw materials, chemicals, finished products. Scheme and control of the technological process of bleaching softwood pulp. Calculation of the material and heat balance of production, the number of installed main and auxiliary equipment.
thesis, added 02/08/2013
Characteristics of raw materials and materials. Tread compound recipe. Technological process and tire vulcanization mode. Scheme of an individual vulcanizer. Production quality control. Calculation of the range of products, materials, equipment.
term paper, added 03/22/2017
The process of sulfuric acid concentration, description of the technological scheme and equipment. Calculation of the material and heat balance of the main designed apparatus, calculation of the auxiliary apparatus. Calculation of the need for raw materials and the number of workers.
thesis, added 10/20/2011
Drawing up the production program of the enterprise. Selection of the technological scheme for the production line of vodka and liqueurs. Organoleptic indicators of products. Calculation of products, equipment, containers and auxiliary materials. Accounting and production control.
term paper, added 11/25/2014
Technological scheme of the site of the ice cream production workshop: equipment, packaging lines, hardening, storage. Description and calculation of technological parameters of the projected apparatus. Calculation of ventilation, air exchange and lighting of machines and equipment.
term paper, added 01/27/2010
The role of dairy products in nutrition. Analysis of the production of Mechnikovskaya yogurt in Russia. Characteristics of raw materials, auxiliary materials, standard requirements for the quality of the finished product. Raw calculation of the nutritional value of curdled milk.
polycondensation
The choice of the method for carrying out polycondensation is determined by the physicochemical properties of the initial substances and the resulting polymers, technological requirements, etc.
By temperature polycondensation methods are divided into high-temperature and low-temperature ones; according to the state of aggregation of the reaction system or phase state- for polycondensation in mass (melt), solid phase, solution, emulsion (suspension), on the interface between two phases (interfacial polycondensation).
Polycondensation in the melt and in the solid phase takes place at high temperatures; in emulsion and interfacial polycondensation - at low temperatures; polycondensation in solution - at high and low temperatures.
Low-temperature polycondensation is basically non-equilibrium, high-temperature - basically equilibrium. Table 2.2 gives a comparative description of low-temperature and high-temperature polycondensation.
Melt polycondensation- the main industrial method of linear polycondensation. The melt polycondensation is carried out in the absence of a solvent or diluent; the polymer forming in this process is in a molten state. A necessary condition for carrying out reactions in the melt is uniform heating. To carry out polycondensation in a melt, a mixture of monomers or oligomers is heated for a long time at a temperature of 10-20 0 C higher than the melting (softening) temperature of the resulting polymer, i.e. usually 200 - 400 0 С.
Table 2.2 - Characteristics of low-temperature and
high temperature polycondensation
| Characteristic | Low temperature polycondensation | High temperature polycondensation |
| Monomers | ||
| Purity | Medium to High | high |
| Stoichiometric ratio | Deviations are often allowed | Necessarily |
| Thermal resistance | Optional | Required |
| Chemical structure | Miscellaneous; limited by reactivity requirement | Limited by heat resistance; reduced requirements for reactivity |
| Polycondensation conditions | ||
| Duration | A couple of minutes | 1-24 hours |
| Temperature, 0 C | 0-50 | Not less than 200 |
| Pressure | atmospheric | High and low |
| Equipment | Simple and open | Sometimes quite complex (often autoclaved) |
| reaction products | ||
| Polymer | ||
| exit | Low to high | High |
| they say weight | (50-100) 10 3 and above | (20-30) 10 3 , sometimes higher |
| chem. structure | Miscellaneous | Limited by heat resistance |
| by-product | Salt | Water or volatile organic compounds |
Melt polycondensation is used when the starting monomers and polymer are stable at melting temperatures. To avoid the oxidation of monomers and thermal-oxidative degradation of the polymer, the process is first carried out in an atmosphere of an inert gas (often dried), and finished in a vacuum for a more complete removal of low molecular weight reaction products and shifting the equilibrium towards the formation of a high molecular weight polymer. At reaction temperatures, the resulting polymer is in the melt, and it is discharged from the reactor hot, before it has cooled, otherwise its removal will be very difficult. In most cases, the hot melt directly from the reactor is fed into the apparatus for the subsequent processing of the polymer by extrusion, casting or spinning.
If the reaction in the melt is used to implement nonequilibrium polycondensation processes, then the initial monomers are introduced into the reaction system not immediately, but gradually.
The advantages of polycondensation in the melt: the possibility of using monomers with reduced reactivity; comparative simplicity of the technological scheme; obtaining a high molecular weight polymer at a sufficiently high rate and in the absence of a solvent; high yield of high purity polymer; the possibility of forming fibers and films from the resulting polymer melt.
Disadvantages of polycondensation in the melt: the need to use thermally stable monomers and the process at high temperatures, the duration of the process.
Melt polycondensation produces polyamides, polyesters, etc.
Solution polycondensation- a method of carrying out polycondensation, in which the monomers are in the same liquid phase in a dissolved state. Various variants of the method are possible, when the monomer and (or) polymer are partially or completely soluble in the reaction medium. To obtain polymers of high molecular weight, the monomer and polymers must, as a rule, completely dissolve in the reaction medium, which is achieved by using a mixture of two or more solvents or by increasing the reaction temperature. Usually the process is carried out at 25-250 0 C. The resulting polymer can form thermodynamically unstable (metastable) solutions. After the polymer has precipitated from such a solution, it cannot be re-dissolved in this solvent. In the precipitated crystalline polymer, which does not swell in the reaction solution, the growth of macromolecules stops; in an amorphous polymer capable of swelling continues. Precipitation during the reaction from the polymer solution can lead to its crystallization.
The rate of polycondensation in solution is lower, cyclic products are formed to a greater extent, and it is more difficult to remove low molecular weight products than in melt polycondensation.
Advantages of polycondensation in solution: the possibility of carrying out the process at relatively low temperatures; the ability of the solvent to act as a catalyst; good heat transfer; does not require the use of vacuum and inert gas and, consequently, complex equipment; the possibility of direct use of the resulting polymer solutions for the manufacture of films and fibers.
Disadvantages of polycondensation in solution: the need to prepare solutions of monomers; solvent recovery; polymer washing, filtering, drying.
A distinctive feature of solution polycondensation is the influence of the nature of the solvent on the molecular weight and structure of the resulting polymer.
Equilibrium (reversible) polycondensation in solution is carried out at 100-250 0 C and solvents are used that dissolve the resulting polymers well, and low molecular weight reaction products poorly. The boiling point of such solvents should be higher than that of low molecular weight reaction products. Sometimes solvents are used that form an azeotropic mixture with a low molecular weight reaction product, the boiling point of which is lower than that of the solvent (azeotropic polycondensation). In industry, this process is rarely used. The first stage in the production of a number of polyesters, such as polyethylene terephthalate, is a kind of equilibrium polycondensation in solution, when one of the monomers (in this example, ethylene glycol), taken in excess, serves as a solvent.
Non-equilibrium (irreversible) polycondensation in solution is divided into low- and high-temperature ones - process temperatures are respectively below 100 0 C and above 100 0 C (more often up to 200 0 C). In industry, nonequilibrium solution polycondensation is used in the production of polyamides and polycarbonates.
Solid State Polycondensation- a method of carrying out polycondensation, when the monomers or oligomers are in a crystalline or glassy state and form a solid polymer. A kind of solid-state polycondensation is possible, when during its course the starting materials melt or soften. Polycondensation in the solid phase is usually carried out by prolonged heating of solid reagents at 150-400 0 C in an inert atmosphere to prevent thermal-oxidative degradation of the resulting polymer. In many ways (conditions, regularities of the process), polycondensation in the solid phase is similar to polycondensation in the melt.
Solid-state polycondensation has not found wide application for the following reasons: a significant duration of the process; the need to use high-melting and sufficiently reactive monomers; the difficulty of maintaining the stoichiometric ratio of components due to the entrainment of part of the volatile monomer; the impossibility in some cases to exclude side reactions leading to the formation of infusible and insoluble products. An example of solid-state polymerization is the synthesis of polyformaldehyde by irradiation of solid trioxane.
Interfacial polycondensation- polycondensation occurring at the interface between two immiscible liquids. Usually one of them is water, the other is a water-immiscible solvent. A polymer is formed at the interface between the water and hydrocarbon phases. One monomer is in the aqueous phase, the other is in the hydrocarbon phase. For more complete contact and acceleration of the polycondensation process, mixing is used. The resulting polymer is filtered off, washed and dried.
The method of interfacial polycondensation has advantages, which include high process rates at low temperatures and atmospheric pressure. In addition, interfacial polycondensation is practically irreversible. With interfacial polycondensation, there is no need to comply with the stoichiometric ratio of the initial components, since the supply of components to the reaction zone is controlled by the rate of their diffusion to the phase boundary, a polymer of high molecular weight is formed, it is possible to obtain high-melting polymers. However, the use of this method is limited by the need to use highly reactive monomers and large volumes of solutions of initial reagents, since quite dilute solutions are used in interfacial polycondensation, low purity and heterogeneity of the resulting polymers.
Polyesters
Polyesters containing an ester group -C(O)-O- in the main chain are called heterochain, and in the side chain - carbochain. They are obtained by condensation of polycarboxylic acids or their derivatives (diesters, dichlorides) with polyhydric alcohols or phenols.
The properties of esters are determined by the unit's chemical structure, molecular weight, and physical structure. Low molecular weight polyesters are brittle and can only be of practical value if they are capable of being cured by free functional groups or double bonds. The softening temperature of polyesters depends on the structure of the starting materials. Aromatic components - aromatic acids and phenols give more heat-resistant polyesters. Aliphatic components cause greater elasticity. The combination of an aromatic component with an aliphatic one makes it possible to obtain a sufficiently heat-resistant and, at the same time, elastic polymer.
An important role in technology is played by polyesters, which have double bonds in the macromolecule. They are obtained by modifying ordinary polyesters with vegetable oils (linseed, tung) or rosin containing unsaturated acid residues in the molecule; using an unsaturated acid as an acylating agent. In both cases, polymers are formed that can either cure like drying oils or polymerize and radically copolymerize with unsaturated compounds.
To obtain copolymers, monomers of the vinyl series are usually used, which impart water resistance to plastic, enhanced physical, mechanical and dielectric properties, as well as the ability to cure in the cold at low pressures.
The following polyesters are of greatest interest from the point of view of application in engineering:
1. polyesters based on glycerol, pentaerythritol and phthalic anhydride, both pure and modified with oils; they are used for the manufacture of varnishes and electrical insulating materials;
2. polyesters based on glycols and dimethyl ether of terephthalic acid (film materials, fibers, molded products);
3. unsaturated polyesters based on a mixture of unsaturated and saturated acids (fiberglass, casting materials, coatings);
4. saturated and unsaturated polyesters from aromatic acids and phenols (polyarylates); used for the manufacture of heat-resistant parts and technical films;
5. polyesters of carbonic acid (polycarbonates); are used for the manufacture of films and parts for technical purposes.
Polyesters of the first three groups are obtained by equilibrium polycondensation (polyarylates), and polyesters of the fourth and fifth groups are obtained by non-equilibrium polycondensation (polycarbonates).
If the resulting low molecular weight compound during polycondensation reacts under reaction conditions with the polymer, then this is an equilibrium polycondensation, if not, then it is nonequilibrium.
When carrying out non-equilibrium polycondensation, such conditions and reagents are selected so that the reaction proceeds in a region far from equilibrium, i.e. there were no polymer degradation reactions, exchange reactions, etc. This is achieved by carrying out the process at such low temperatures at which the exchange reactions are slowed down, and the starting materials are sufficiently reactive.
For the synthesis of polymers by polycondensation, various chemical reactions can be used, for example, esterification, amidation, substitution, etc.